 �@����j
�@����j
�������ݎ~�ߐ��\�������I�@�����₷���ƒ�R�X�g���������I
| �yTRES LOCK�V���[�Y�z�́A���q�l�̗l�X�Ȃ��v�]�ɂ������ł���悤�A�K�i�E�T�C�Y�ȂǁA����ɂ킽�葵���Ă��܂��B �yTRES LOCK�V���[�Y�z�́A�˂����݃g���N�̃o���c�L��}����\���v�ɂ��A���ߕt���g���N�̐ݒ�E�Ǘ����ȒP�ɂȂ�܂����B �yTRES LOCK�V���[�Y�z�́A���ݎ~�߂̐��\�͂������̂��ƁA�ϋv���ɗD��A������U���̏�ʂŁA���S�ƐM������܂��B �yTRES LOCK�V���[�Y�z�́A���S�ƈ��S���߂����A�m���ȐM�������V�����u�����h�ł��B |
 |
TRES LOCK�V���[�Y�@�u�K�i�E�T�C�Y�v
| �sTRES LOCK�K�i�i�ꗗ�t | |||||
 |
TRES-H/MH �Z�p�i�b�g |
 |
TRES-F �t�����W�i�b�g |
 |
TRES-PS �M�˕t���i�b�g |
| �@ | �@ | �@ | |||
 |
TRES-TW �l�p�n�ڃi�b�g |
 |
TRES-HW �Z�p�n�ڃi�b�g |
 |
TRES-BF �u���C���h�i�b�g |
| �@ | �@ | �@ | |||
 |
TRES-BP �u���C���h�i�b�g |
 |
TRES-HS CAP�Z�p�i�b�g |
 |
TRES-FS CAP�t�����W�i�b�g |
| �@ | �@ | �@ | |||
 |
TRES-BL �x�A�����O�i�b�g |
 |
E-LOCK+PLUS E-LOCK���� |
 |
SMART+PLUS SMART���� |
| �@ | �@ | �@ | |||
| �sTRES�K�i�i���X�g�t | |||||
| ���Z�p�i�b�g�^�C�v | ���t�����W�i�b�g�^�C�v | ���M�˕t���Z�p�i�b�g�^�C�v | |||
| ���l�p�n�ڃi�b�g�i1D�^�j�^�C�v | ���Z�p�n�ڃi�b�g�i1A�`�j�^�C�v | ���u���C���h�i�b�g(BF)�^�C�v | |||
| ���u���C���h�i�b�g(BP)�^�C�v | ��CAP�t�Z�p�i�b�g�^�C�v | ��CAP�t�t�����W�i�b�g�^�C�v | |||
| ���x�A�����O�i�b�g�^�C�v | ��E-LOCK�i�b�g�^�C�v | ��SMART�i�b�g�^�C�v | |||
TRES LOCK�V���[�Y�@�u�l�X�Ȑ��i�ւ�TRES���H�̓]�p�v�@
| �sTRES LOCK�̍\���͗l�X�Ȑ��i�ւ̓]�p���\�ł��B�t | ||
| �]���A�������Ă��鐻�i�ɂ��ݎ~�ߋ@�\��t���������ꍇ�A���̋@�\�t���ׂ̈Ɍ`���ύX����K�v������܂����B �`���ύX����ƂȂ�ƈꂩ����^�̔�p���������A���������グ�ɑ傫�Ȕ�p���������܂��B TRES���H�́A ���̔�p���ŏ����ɗ}���A�]���̌`����ێ������܂܁A���ݎ~�ߋ@�\��t�������邱�Ƃ��ł��܂��B �sTRES���H�̗l�X�ȓ]�p����i��p���i�j�t ��ʕi�ȊO�̎��˂���TRES���H���{�����Ƃ��\�ł��B TRES�@�\�̕t�����H�݂̂ł��������v���܂��B �s�˂����݃g���N�̒����t TRES LOCK�́AJIS B 1056�ɏ����A�v���x�����O�g���N��ݒ肵�Ă���܂����ݒ�l��ύX���邱�Ƃ��\�ł��B ����́A�v���x�����O�g���N�������s���A�K��g���N�̊m�F���s���A�����Ƃ��Ď������ʕ����쐬���܂��B �܂��ANAS���̐U�������@�ł̂��ݎ~�ߐ��\���m�F���A�����Ƃ��Ď������ʕ����쐬���܂��B |
 |
|
E-LOCK�V���[�Y�@�s�����E���p�V�āE�ӏ��E���W�t�ꗗ�@
| ��� | �o�^�ԍ� | �o��ԍ� | �o��� | �o�^�� |
 |
||||
| ���W | �o�^��6193091 | 2019-033531 | ����31. 2.20 | �ߘa 1.11. 1 |
TRES LOCK�V���[�Y�@�u�v���X���v�@
| ��TRES LOCK�V���[�Y�@�u12POINT�v�@�w�ӏ��o�^�\�����x | |
| TRES�V���[�Y�̈��肵�����ݎ~�ߌ��ʂɉ����A 12�|�C���g�ł˂����݂��T�|�[�g�I 3��Point!  �@�˂����݁A���ߕt�����ɃX�x�����y������A���肵���g���N�Ǘ����s���܂��B �@�˂����݁A���ߕt�����ɃX�x�����y������A���肵���g���N�Ǘ����s���܂��B �@�����`�A�X�p�i���g�p�o���Ȃ����߁A�ȈՓI�ȃC�^�Y���h�~�ɂȂ�܂��B �@�����`�A�X�p�i���g�p�o���Ȃ����߁A�ȈՓI�ȃC�^�Y���h�~�ɂȂ�܂��B �@�ӏ����������A������������i�Ƃ��Ďg�p�ł��܂��B�s�h���X�A�b�v���i�t �@�ӏ����������A������������i�Ƃ��Ďg�p�ł��܂��B�s�h���X�A�b�v���i�t |
|
TRES LOCK�V���[�Y�̓���
 |
| ���˂����݃g���N�̃o���c�L��}����\���v�ɂ��A���ߕt���g���N�̐ݒ�E�Ǘ����ȒP�ɂȂ�܂����B �����肵�����ݎ~�ߌ��ʂ����܂��B ����t����Ƃ��ȒP�ŁA��t���~�X��h���܂��B �����t�����͂��ቺ���Ă��A�����̒E����h�~���܂��B �����ԃ��b�N���\�ł��B ������t�ނ���̕���j�����₷�����̒��t���ɓK���Ă��܂��B ���I�[�����^���i�S�����j���i�̂��߁A�ϔM�E�ϊ��ɗD��Ă��܂��B ������̌J��Ԃ��g�p���\�ł��B |
TRES LOCK�V���[�Y�̍\���iTypeA�ETypeB�j
| �� | TRES LOCK NUT�́A�i�b�g��ʂɁA�����Ȃ��t���N�V���������O���R���Z�v�g�Ƀl�W�̃��[�h�p�ɉ����āA�i�b�g��ʂ̂˂������v���X���H�ɂ��ό`�����A���g���N�������Ă��܂��B |
| �� | �˂��̃��[�h�p�ɉ����ĕό`������TRES LOCK���̓{���g�̂˂��R�ɋψ�ȉ��͂������A����ɑ���ψ�Ȕ��͂Ƌ��Ƀl�W�R�����������A���肵���v���x�����O�g���N�i���R��j�~���門�C�g���N�j�������܂��B |
|
| Type A | Type B |
| �i�b�g��ʂ̃{�X����������v���X ���̂˂��������ɕό`�������^�C�v |
�i�b�g��ʂ̂˂������ォ��v���X �˂��R�̈ꕔ���������ׂ����^�C�v |
 |
 |
|
| ��TypeA�F���Y�i�ATypeB�F�ʏ�ɕi |
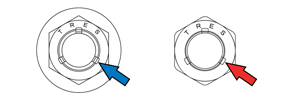
TRES LOCK�V���[�Y�̒��ߕt�����\
| �� | �����̖ړI |
| TRES LOCK NUT �t�����WM8�~1.25(�ȍ~�ATRES LOCK NUT �Ƃ���)�̒��t�������s���A�i�b�g�X�̃v���x�����O�g���N�̃o���c�L���m�F���邱�Ƃ�ړI�Ƃ���B |
| �� | �����̕��@ | |||||||||||||||
| �E�����܂��˂����ɓh�z�����{���g���Œ肵�A�i�b�g���˂������̃v���x�����O�g���N�y�сA�˂��߂������̃v���x�����O�g���N�𑪒肷��B �E�˂����݁A�˂��߂���2��s���A2��ڂ͉��L�H���D���s��Ȃ��B �E�܂��A1��ڂ�2��ڂ̊Ԃɂ�10�b�̃C���^�[�o����݂���B�C���^�[�o���ł̍ď����͍s��Ȃ��B �En����30�Ƃ���B |
 �˂����t�����@ NST-100NM �i���{�v���V�X�e�����j |
|||||||||||||||
|
||||||||||||||||
|
||||||||||||||||
|
 �����̗l�q |
|||||||||||||||
| �� | �����̌��� | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
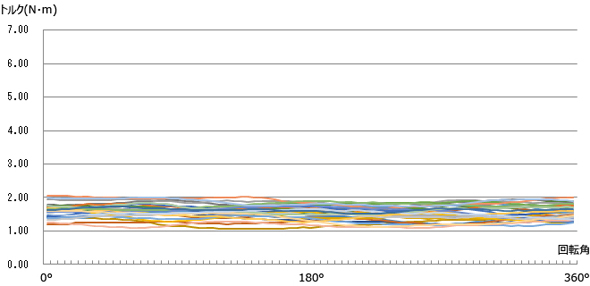
| �@ | ��]�p�|�v���x�����O�g���N���茋�ʂ̃O���t(�P��ځE�˂�����) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | 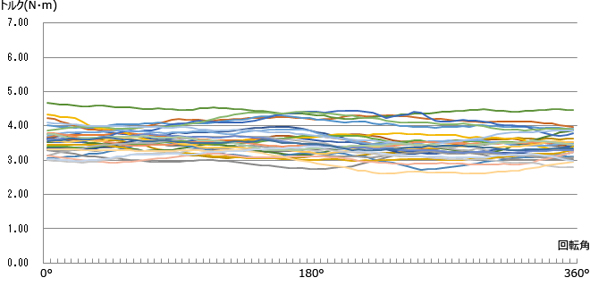 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ����̐��O���t��n��30���P�̕\�ɂ܂Ƃ߂��O���t | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ | ��]�p�|�v���x�����O�g���N���茋�ʂ̓��v(�P��ځE�˂�����) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@ |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ���˂����݃g���N��360����]����Ԃɐ������v���x�����O�g���N�̍ő�l�Ƃ���B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
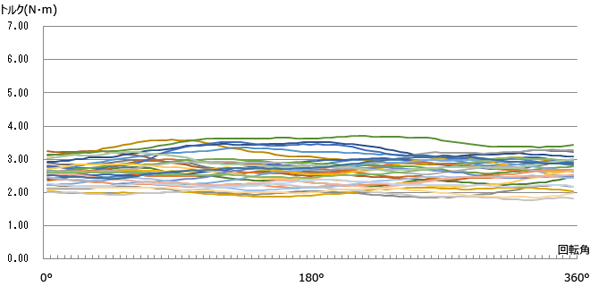
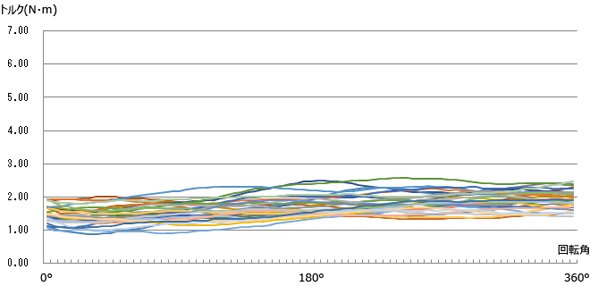
| ��]�p�|�v���x�����O�g���N���茋�ʂ̃O���t(�P��ځE�˂��߂�) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ����̐��O���t��n��30���P�̕\�ɂ܂Ƃ߂��O���t | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ��]�p�|�v���x�����O�g���N���茋�ʂ̓��v(�P��ځE�˂��߂�) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ���˂��߂��g���N��360���t��]����Ԃɐ������v���x�����O�g���N�̍ő�l�Ƃ���B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ��]�p�|�v���x�����O�g���N���茋�ʂ̃O���t(2��ځE�˂�����) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ����̐��O���t��n��30���P�̕\�ɂ܂Ƃ߂��O���t | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ��]�p�|�v���x�����O�g���N���茋�ʂ̓��v(2��ځE�˂�����) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ���˂����݃g���N��360����]����Ԃɐ������v���x�����O�g���N�̍ő�l�Ƃ���B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ��]�p�|�v���x�����O�g���N���茋�ʂ̃O���t(2��ځE�˂��߂�) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ����̐��O���t��n��30���P�̕\�ɂ܂Ƃ߂��O���t | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ��]�p�|�v���x�����O�g���N���茋�ʂ̓��v(2��ځE�˂��߂�) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ���˂��߂��g���N��360���t��]����Ԃɐ������v���x�����O�g���N�̍ő�l�Ƃ���B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �� | �܂Ƃ� | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| TRES LOCK NUT �̂˂����݃g���N�̓��v | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ���˂����݃g���N��360����]����Ԃɐ������v���x�����O�g���N�̍ő�l�Ƃ���B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| TRES LOCK NUT �̂˂��߂��g���N�̓��v | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ���˂��߂��g���N��360���t��]����Ԃɐ������v���x�����O�g���N�̍ő�l�Ƃ���B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �� | 1��ڂ̂˂����݃g���N�́An��30��4�}1 N�m �Ɏ��܂�ȂǁA���肵���˂����݃g���N���\���������Ă���A�˂��߂��g���N���A�˂����݃g���N������◎���邪�o���c�L���}1N�m�̃����W�ň��肵�Ă��܂��B | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �� | �J��Ԃ�������2��ڈȍ~���g���N���\�͈��肵�Ă���A5��ڂɎ����Ă�2��ڂƕς��Ȃ����\�����邱�Ƃ��m�F�ł��Ă��܂��B |
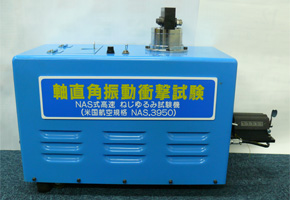
TRES LOCK�V���[�Y�̐U���Ռ�����
|
 |
|
 |
|
 |
| �{�����@�́A�U���o�[��������t�����{���g�y�уi�b�g�Ƀ{���g�����p�����̏Ռ����J��Ԃ��^���A���݂̔����̗L���ׁA���ݎ~�ߐ��\�肷����̂ł��B |
|
| �������ʁi�����p�U���Ռ������j |
| �����i�b�g | �U���� | �U������ |
| TRES LOCK NUT | 30,000�T�C�N�� | 16��50�b |
| �ُ�Ȃ� | ||
| �v�i�b�g�i�Z�p�i�b�g�̂v�~�߁j | 3,850�T�C�N�� | 2��10�b |
| �E�� | ||
| ��ʃi�b�g�{�X�v�����O���b�V���[ | 1,185�T�C�N�� | 40�b |
| �E�� | ||
�g�p��̒��ӎ���
| �� | �@�\��������ׂɂ́A�i�b�g�㕔���炨�˂��̊��S�˂������Q�s�b�`�ȏ�o��悤�ɂ��Ă��������B |
|
|
| �� | �{���g�͂˂����xJIS�Q���ŁA��[�͖ʎ��̂�����̂��g�p���Ă��������B |
|
|
| �� | �˂����y�т˂��߂����ɁA�ĕt���E�����蓙�������邨����̂���ꍇ�́A�����܂����g�p���������B �i�g�p����{���g�̍d�x����d�x�̏ꍇ�́A�������̓��ɍ������̂��g�p���Ă��������B�j |
|
|
| �� | �i�b�g�n�ڂ̏ꍇ�ɂ͂˂����ւ̔M�e���E�n�ڒ��ɔ�U����X���O�y�ы������ɂ����ӂ��������B |
|
|
| �� | TRES LOCK�@�\������̂˂����݂͂ł��܂���B |
|
|
| �� | �{���g�̂˂����ɋ@�B���H�i�L�[�݂��E�s�������j������ꍇ�ɂ͕��Ђ܂ł����k���������B |
|
|
| �� | �Ꮂ�͂ł̂��g�p��ߍ��ȏ������ł̂��g�p�̍ۂɂ͎��O�ɕ��Ђ܂ł����k���������B |
|
|
| �� | TRES LOCK�@�\���y�уN�����v���Ɉُ�ȕό`�������������ꍇ�ɂ́A���g�p�𒆎~���Ă��������B |
|
|
| �� | ���g�p�̍ۂ͏�L�̎��������炵�Ă��������B ���A���s���ȓ_�Ȃǂ��������܂�����A���C�y�ɕ��Ђ܂ł��₢���킹���������B |


