 会社方針
会社方針
自社一貫生産体制
| 設計開発から材料調達、難成形品の圧造、ねじ加工、組込プレスまで、一部の工程(熱処理・表面処理など)を除く全工程の内製化による【自社一貫生産体制】を整え、全工程で徹底した品質管理を行い、万全な管理体制を構築しております。 【自社一貫生産体制】によって、各プロセスの担当者間での打ち合わせが瞬時に行え、工程の流れや問題点をすぐに把握でき、このスムーズなフィードバックが当社の高度な加工技術を可能にしています。また、製造工程すべての段階に関わるノウハウが集積され、弊社独自の技術が蓄積されていくことによって、更なる製品開発への挑戦に活用され、よりお客様に満足して頂けるモノづくりへと繋げています。 また、お客様のご要望を直接聞くことは、入念な打ち合わせができ、最適なご提案をさせて頂くことが可能になります。また、お客様のご要望に応じた専用商品の開発も可能です。 コストにおいても、中間マージン等のコストが掛からないため、コストを抑えることが可能で、納期の短縮も図れます。 |
材料の調達
| グローバルな資材調達のネットワークで、安定した供給が図れる仕組みを構築しています。 各サイズにも迅速に対応できるように線径を出来る限り統一、兼用使用が可能な仕組みを構築しています。 E-LOCKに使用されている材料は、炭素鋼・ステンレス鋼、すべて国内高炉メーカー材を使用しています。 材料証明書等の材料に関する資料の提示は可能です。 |
 |
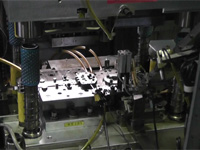
E-LOCKの圧造工程
| 圧造用の炭素鋼・ステンレス鋼などのコイル材を矯正機にて直線に矯正し、送り機構部の送りロールにてコイル材を切断機構部まで供給します。供給されたコイル材料をナイフ・クイルにて一定寸法の長さ(切断長さは材料ストッパーの位置で調整)で切断します。 切断されたワーク材は、複数の圧造工程内に搬送機構部(トランスファー・チャック爪)にて搬送し、搬送された各圧造工程内では金型と金型でワーク材を圧縮成形(弾性限界を超える外的な力を与え、永久ひずみを起こして望む形状や寸法に加工)し、連続的にE-LOCKを成形します。 鍛造加工法の優れている点は、1分間に数個〜数百個と言う高い能率で、素材から最終形状またはそれに近い状態にまで加工できるところです。また、成形精度が高く、後工程での加工が少なくなります。 弊社ではフリクションリングを挿入する部分のハカマの加工に切削工程を用いず、炭素鋼・ステンレス鋼、すべてにおいて鍛造加工法のみを用いて生産しています。切削を省くことによってコスト低減に努めています。 |
  |
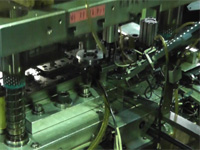
E-LOCKのねじ立て工程
| 操作盤にはタッチパネルを搭載し、トルク曲線制御でねじのカジリ検出しています。また、異常監視機構でタップの喰い付きから切上がりまでの工程をリアルタイムに監視するなど、不良品発生と、混入の防止に万全を期してます。 また、ねじ立てされたナットは、曲がったベントシャンクを通って自動的に送り出されるため、機械を逆転または停止することなく連続的にナットにねじ立てすることができます。   |
  |
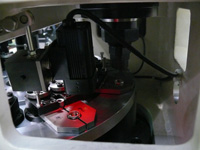
E-LOCKのフリクションリング組込工程
| フリクションリングがセットされる側から、ねじの切上がり位置を検出する機構が搭載され、ねじの切上がり位置を全数検出しています。 フリクションリング挿入機構では、フリクションリングの表裏と羽根の位置を一定方向に揃え、ナットに挿入しています。そして、カシメ機構では、カシメ時の加圧力をリアルタイムに計測し、カシメ足らずやカシメ過ぎが無いように全数確認しています。 カシメ後は、フリクションリングの羽根の位置に狂いが生じていないことを、カメラによってリアルタイム監視するなど、不良品発生と、混入の防止に万全を期してます。 異常が見つかった際は、排出部から自動排出されるため、異常毎に停止することなく連続的にフリクションリングをセットすることができます。 |
 |
 |
 |
 |
 |
 |
 |
 |
E-LOCKの品質検査体制
| お客様に安全で信頼される製品をお届けするため、各工程においてマン&マシンによるきめ細やかで徹底した品質検査を行い、品質管理部での最終検査を経て出荷しています。 特にフリクションリング組込工程では、フリクションリングの位置を抜き取り検査ではなく、カメラによる全数モニタリング検査を行っています。 |
 |
 |
 |
| ▲戻る |


